Hola Riders!!! Vamos a ver como se hace un reglaje de válvulas en nuestros motores. En este caso el motor es un TOKAWA 160 pero sería el mismo procedimiento para todos los motores de nuestras PIT aunque cambie la cilindrada y modelo de motor. Voy a intentar escribir y explicar para que todo el mundo lo entienda y no utilizar palabras muy técnicas ni aplicar mucha teoría… vamos a lo práctico!
Lo primero que tenemos que tener son unas GALGAS, sirven para medir las tolerancias que buscamos, entre los balancines y las válvulas.

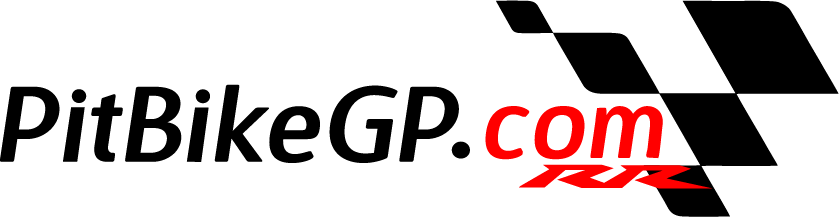
Sacamos la tapa del encendido, distribución y válvulas…


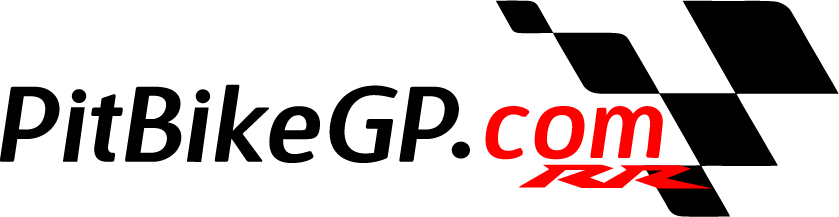
Ahora debemos de buscar el PMS (Punto Muerto Superior), para eso giramos el encendido hasta que coincidan las marcas (T) y el carter. Os dejo una foto, deben de coincidir en linea.
En este punto debemos de asegurarnos que es el momento de la explosión (válvulas cerradas y pistón en su punto mas alto) para eso cuando tengamos las marcas en linea, giramos el encendido 1cm para cada lado y notaremos que no hace apenas resistencia. IMPORTANTE: Si vemos que si tiene esa resistencia, giramos una vuelta entera hasta poner de nuevo en la T y comprobamos. En una de las dos fases, se nota claramente que hace menos fuerza ya que están las válvulas cerradas. Lo dejamos aquí!
Tenemos el motor preparado. Vamos primero a la válvula de admisión, aflojamos la contra tuerca con una llave (en este caso de 9), una vez floja podemos ajustar con el dedo el tornillo de regulación.


Usamos las galgas, la que marca 0.10mm para admisión, ajustamos el tornillo de regulación con la misma mano, y cuando nos haga fuerza, apretamos la contra tuerca. Una vez apretada, podemos comprobar que la galga de 0.10mm entra pero la de 0.15mm no entra.


Ahora toca la de escape, utilizamos la galga de 0.15mm y el mismo procedimiento.Aflojamos contra tuerca, regulamos tornillo que ajusta y metemos la galga de 0.15mm, apretamos. Una vez apretado comprobamos que entre la de 0.15mm justo y que la de 0.20mm no entre.


Reglaje finalizado. Revisamos apriete general, ponemos tapas y tarea finalizada.
NOTA: En ocasiones puede variar este reglaje, podemos ajustarlo mas por ejemplo 0.10mm en las dos, incluso menos, pero por norma general 0.10mm admisión y 0.15mm escape.
Saludos!


{kind=link}